Tutkal Haznesinde Kararmayı ve Tıkanmayı Önleme Yöntemleri
- Ayrıntılar
- Gösterim: 178

Pazartesi sabahı işe geldiniz, makineyi açtınız ve ilk parçayı bastınız. O da ne? Bembeyaz bandın altından siyah noktalar, yanık parçacıkları çıkıyor. Bu senaryo, tutkal kazanı (tutkal potası) bakımının ihmal edildiğinin resmidir. Hot-melt tutkal organik bileşenler içerir ve yüksek ısıda uzun süre beklediğinde oksitlenerek yanar (karbonlaşır). Bu yanıklar zamanla hortumları tıkar, merdaneyi bozar ve üretim kalitesini mahveder.
Devamını oku: Tutkal Haznesinde Kararmayı ve Tıkanmayı Önleme Yöntemleri
Baskı Topu Ayarlarının Bant Yüzeyine ve Yapışmaya Etkisi
- Ayrıntılar
- Gösterim: 140

Tutkal sürüldükten sonra bandı levhaya "monte eden" güç, baskı ünitesidir. Buradaki ayar o kadar hassastır ki; azı bandı düşürür, çoğu bandı ezer. Mükemmel bir PVC kenar bandı uygulaması için baskı toplarının (Pressure Rollers) görev dağılımını ve basınç ayarlarını iyi bilmek gerekir.
Devamını oku: Baskı Topu Ayarlarının Bant Yüzeyine ve Yapışmaya Etkisi
Bantlama Makinesinde Palet Hızı Ayarı: Hızlı Üretim vs. Kaliteli Sonuç
- Ayrıntılar
- Gösterim: 168

Atölye üretim müdürleri ile kalite kontrolcülerin en çok tartıştığı konu makine hızıdır. Üretimci "palet hızını 20 m/dk yapalım, iş yetişsin" derken, kaliteci "12 m/dk'ya düşürelim, köşeler temiz çıkmıyor" der. Peki, optimum bantlama hızı neye göre belirlenir? Bu sadece bir tercih değil, malzeme fiziği ile ilgili teknik bir zorunluluktur.
Devamını oku: Bantlama Makinesinde Palet Hızı Ayarı: Hızlı Üretim vs. Kaliteli Sonuç
Mükemmel Yapışma İçin İdeal Tutkal Kazanı Sıcaklığı Ne Olmalı?
- Ayrıntılar
- Gösterim: 176

Kenar bantlama işleminde "bant elimde kaldı" veya "köşeler açtı" şikayetlerinin bir numaralı sorumlusu, yanlış sıcaklık yönetimidir. Tutkal kazanı, makinenin kalbidir ve bu kalbin ritmi (sıcaklığı) bozulursa, tüm vücut (üretim) durur. İdeal bir yapışma için Hot-melt tutkal sıcaklığının, tutkalın teknik föyündeki değerlerle birebir örtüşmesi gerekir.
Devamını oku: Mükemmel Yapışma İçin İdeal Tutkal Kazanı Sıcaklığı Ne Olmalı?
Polisaj (Keçe) Ünitesi Kullanımı: Matlaşan Bantları Parlatma Taktikleri
- Ayrıntılar
- Gösterim: 162

Kenar bantlama makinesinin son istasyonu olan polisaj (keçe) ünitesi, mobilyanın makyaj masasıdır. Öncesindeki freze ve kazıma bıçakları işlevsel bir kesim yapar ancak bandın kenarında mat, cansız ve beyazlamış (stres beyazlığı) bir görüntü bırakır. Müşterinin elini sürdüğünde hissettiği o pürüzsüzlük ve gözünü alan parlaklık, tamamen polisaj ünitesi ayarlarının ustalığına bağlıdır. Çoğu atölyede "tak fişi bitir işi" mantığıyla çalışan bu ünite, aslında ince ayar ister.
Devamını oku: Polisaj (Keçe) Ünitesi Kullanımı: Matlaşan Bantları Parlatma Taktikleri
EVA mı, PUR Tutkal mı? Kenar Bantlama Makinesi İçin Doğru Tercih
- Ayrıntılar
- Gösterim: 144

Mobilya üretiminde yıllardır süregelen en büyük tartışmalardan biri, yapıştırıcı tercihidir. Standart üretimlerde kullanılan Etilen Vinil Asetat (EVA) ile son yıllarda yükselişe geçen Poliüretan (PUR) tutkal arasında seçim yapmak, sadece bir maliyet meselesi değil, aynı zamanda bir kalite vizyonudur. Hangi tutkalın sizin üretim hattınıza uygun olduğunu anlamak için teknik özelliklerini ve kenar bantlama performanslarını kıyaslamamız gerekir.
Devamını oku: EVA mı, PUR Tutkal mı? Kenar Bantlama Makinesi İçin Doğru Tercih
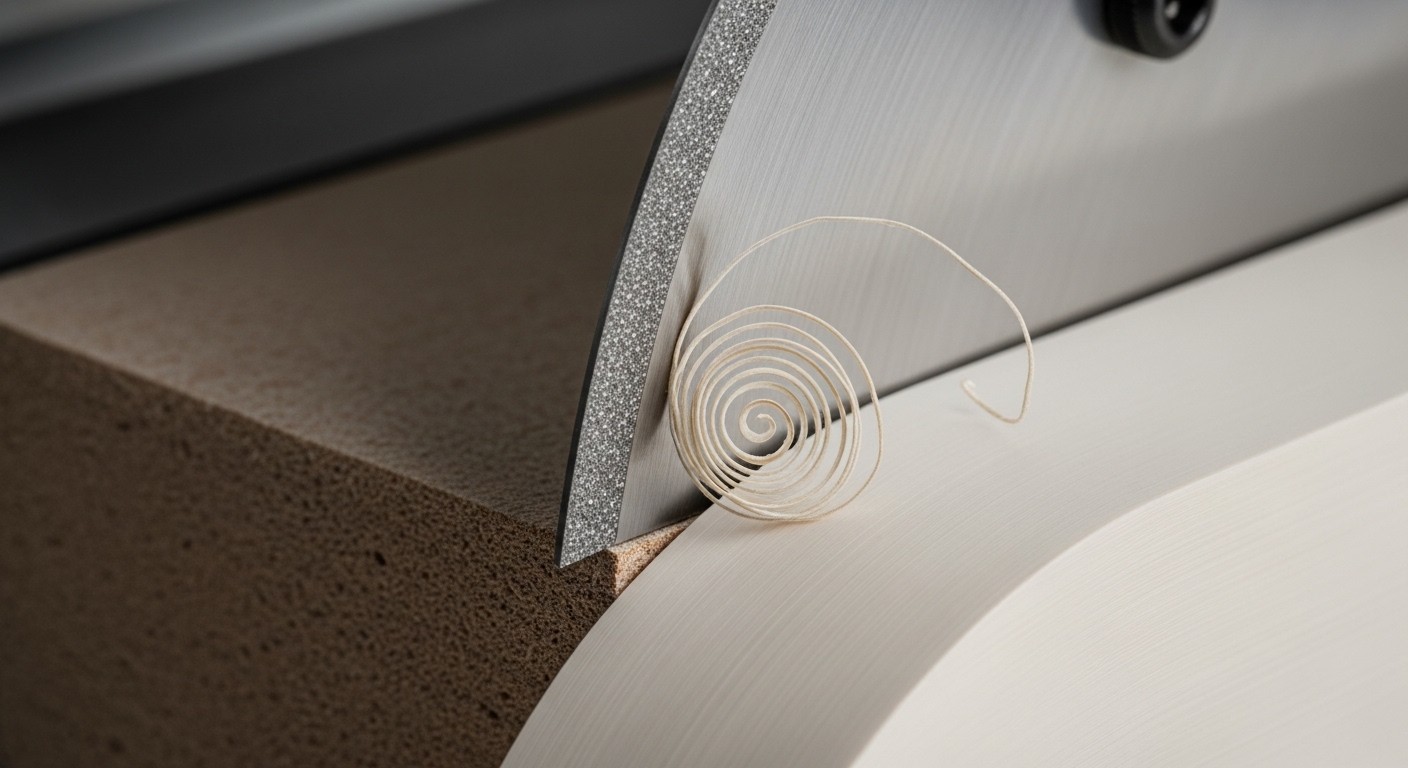
Ön Frezeleme Ünitesinin Önemi ve Bıçak Değişim Periyotları
- Ayrıntılar
- Gösterim: 155

Ebatlama makinesinden (yatar daire veya panel ebatlama) çıkan parça ne kadar temiz görünürse görünsün, mikroskobik düzeyde kırıklar, şişmeler veya testere izleri barındırır. Bu yüzeye direkt bant yapıştırmak, tutkal hattının (derz çizgisinin) belli olmasına neden olur. İşte ön frezeleme (pre-milling) ünitesi, levha kenarından 1-2 mm tıraşlayerek kusursuz, 90 derece dik ve pürüzsüz bir yüzey yaratır.
Devamını oku: Ön Frezeleme Ünitesinin Önemi ve Bıçak Değişim Periyotları
Fason Bantlama Hizmetinde Karlılığı Artıran Fiyatlandırma Stratejileri
- Ayrıntılar
- Gösterim: 136

Sektörde birçok atölye, kendi üretiminin yanı sıra dışarıya "fason kesim ve bantlama" hizmeti verir. Ancak fason piyasasında yapılan en büyük hata, fiyatı sadece "metretül" üzerinden ve çok düşük kâr marjlarıyla belirlemektir. Makine amortismanı, elektrik, tutkal, bıçak körelmesi ve işçilik doğru hesaplanmadığında, fason iş yapmak kasaya para girmesi değil, cepten para çıkması anlamına gelir. Karlı bir fason bantlama hizmeti için fiyatlandırma stratejinizi değiştirmeniz gerekir.
Devamını oku: Fason Bantlama Hizmetinde Karlılığı Artıran Fiyatlandırma Stratejileri
Kazıma (Scraper) Bıçaklarının Açısı: Pürüzsüz Yüzeyin Sırrı
- Ayrıntılar
- Gösterim: 147
Frezeleme ünitesi bandın fazlalığını keser ancak geriye pütürlü ve bıçak izlerinin (chatter marks) olduğu bir yüzey bırakır. Mobilyaya o pürüzsüz, ipeksi dokunuşu veren ünite kazıma (scraper) ünitesidir. Kazıma bıçakları kesim yapmaz, adı üstünde "kazıma" yaparak yüzeyi düzeltir. Ancak yanlış açı ve ayar, bandı beyazlatır veya bozar.
Devamını oku: Kazıma (Scraper) Bıçaklarının Açısı: Pürüzsüz Yüzeyin Sırrı
Jumbo Bobin Kullanımının Kesim Maliyetlerine Avantajları
- Ayrıntılar
- Gösterim: 145
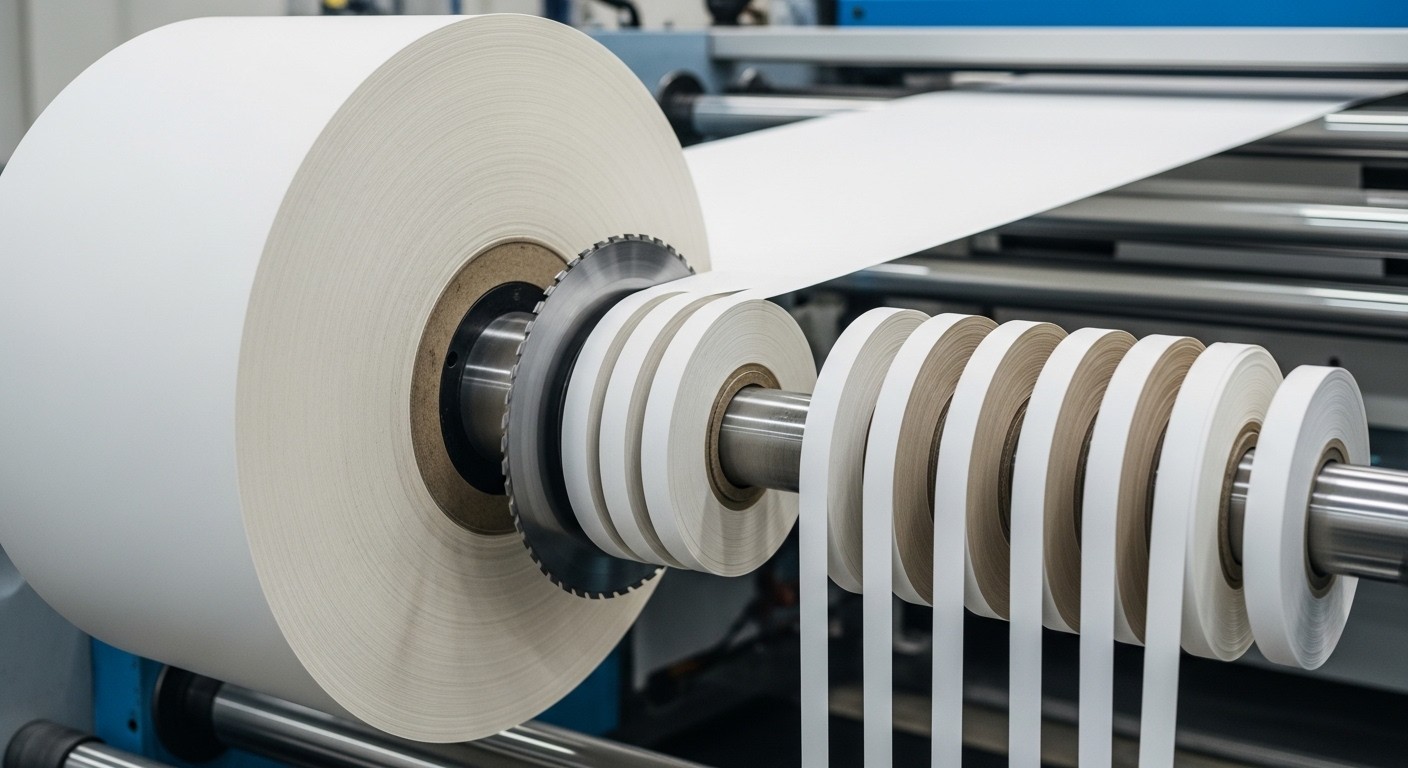
Orta ve büyük ölçekli mobilya üreticileri için standart genişlikte (22mm, 33mm, 42mm) kesilmiş bant almak her zaman en ekonomik çözüm olmayabilir. Özellikle özel projelerde, standart dışı panel kalınlıkları (örneğin 25mm, 30mm, 54mm) kullanıldığında, hazır ebatlı bant bulmak zorlaşır veya özel sipariş terminleri uzar. İşte bu noktada Jumbo bobin alıp kendi bünyesinde dilimlemek (slitting), ciddi bir maliyet ve esneklik avantajı sağlar.
Devamını oku: Jumbo Bobin Kullanımının Kesim Maliyetlerine Avantajları